![]()
![]()
アルミ加工・各種金型および金型専用部品の設計製造 IMAX株式会社
研究開発
最新鋭の工作機械を駆使し、プラスチック金型・プレス金型のコアとなる精密加工技術・先端加工技術の研究開発を行っています。
マイクロ加工研究会、ELID研究会等に参加、理化学研究所をはじめ、大学・研究団体・各省庁などの指導を得て、新技術の研究開発に協力しています。

学会スナップ



ELID 加工装置の開発
理化学研究所の指導を得て、卓上ELID加工装置の開発を行っています。

卓上3軸鏡面加工装置
鋭利刀

卓上超精密4軸鏡面加工装置
TRIDER-X
最小分解能0.2μm・各軸テ-ブル送り速度3.0m/min、高速回転テ-ブルを搭載したテ-ブルトップ型鏡面加工装置。球面・非球面レンズや各種光学素子の加工が可能で、ナノメ-タ-オ-ダ-の面粗さを実現。
ELID 研削基本原理
究極の鏡面加工技術*
電解インプロセスドレッシング(ELID)鏡面研削法とは
電解インプロセスドレッシング(ELID:エリッド)研削法は、理化学研究所素形材工学研究室において開発された鏡面研削加工技術です。シリコン(下図)、セラミックスやガラス、フェライト、高硬度鋼材、複合材料など、硬質かつ難加工性を持つ機能性材料に対して、高能率かつ高品位に鏡面加工を実現できる新加工技術として、現在広範な用途に実用化が進んでいます。

工具としての砥石は、鋳鉄、コバルトを主成分とするボンド材と砥粒を焼結したメタルボンド砥石を使用します。砥粒として、主にダイヤモンドもしくはcBN(立方晶窒化硼素):いわゆる超砥粒を用いますが、酸化セリウムやシリカ、アルミナなどの一般砥粒も用途により選択できます。
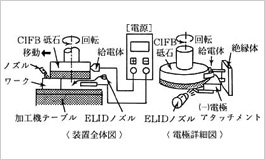
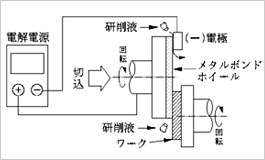
加工原理は図のように、砥石を陽極とし砥石作業面に対向する陰極を設け、極間を約0.1~0.3mmに設定します。極間には直流パルス電圧を供給し、砥石の金属ボンド部のみを選択的に除去し、効果的かつ自動的にドレッシング(目立て)を行うことができます。このドレッシングを加工中も行い、目つぶれや目詰まりによる砥石切れ味の低下を抑え、高効率な鏡面研削作業が実現できます。
電解インプロセスドレッシング(ELID)研削法の原理
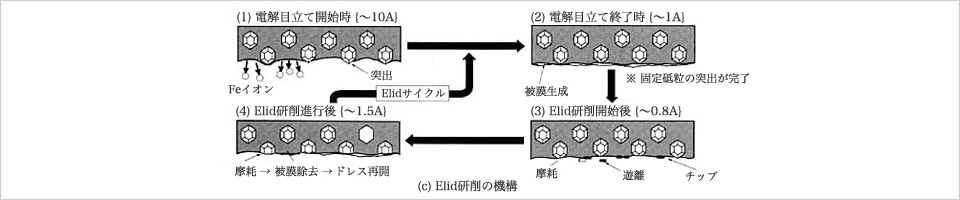
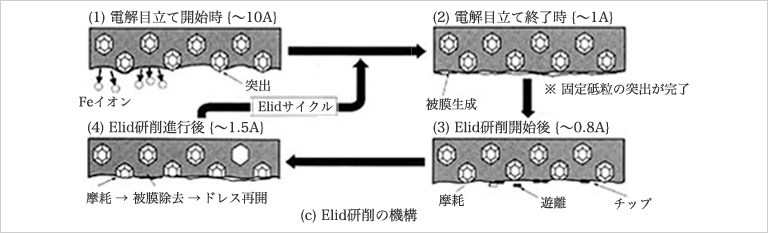
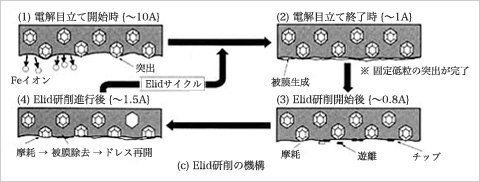
"電解インプロセスドレッシング"の英語表記である ELectrolytic In-process Dressingを略し、"ELID(エリッド)研削法"と呼びます。加工メカニズムは、まず砥石ボンド材が電解され、適度に砥粒突出が得られます(図(1))。この間に、電解溶出した結合材が一部不導体化され砥石面に堆積するため、電解電流が自動的に低下致します。この時が初期ドレッシング完了となります(図(2))。この状態で、実際に研削作業を開始すると砥石面の不導体被膜が被加工材(工作物)表面と接触し摩擦により剥離・除去されて行き、またこれと同時に砥粒が被加工材を研削し始め砥粒摩耗も生じます(図(3))。すると、砥石表面の絶縁性が低下し、電解電流が回復致します。これにより、摩耗した砥粒間の不導体膜が薄くなった部分から電解溶出が再開され(図(4))、また砥粒突出が得られることになります(図(2)に戻る)。
電解インプロセスドレッシング研削法の原理と機構

これをELIDサイクルと呼びます。使用する砥石のメタルボンド種や電解条件、また被加工材や加工条件により、ELIDサイクルが異なりますので、最も実用的なパフォーマンスが得られるよう条件設定を行います。
ELIDの効果として、図のELIDあり(上)とELIDなし(下)の場合とで、研削加工後の砥石表面の顕微鏡写真を示します。ELIDなし(下)の場合は砥粒が摩滅し、ボンド材表面も被加工材で擦られた後が見られ、切れ味が悪いことがうかがえます。一方、ELIDあり(上)では、ボンド材表面は電解され砥粒突出が維持されている様子がうかがえます。
-
実際には、多種の研削方式に適用されており、その代表的なものはレシプロ平面研削盤(図左)、ロータリ平面研削盤(図右)、円筒研削盤などがあります。
-

次に、代表的なELID研削加工機の様子を例示します。
図は、ELIDシステムが搭載されたレシプロ平面研削盤の例です。砥石側面にELID用電極、砥石カバーに給電体が設置され、ELID研削が実現できるようになっています。 -

図は、マシニングセンタにELIDシステムを搭載した構成例です。砥石外周にELID用電極を、また給電ブラシを砥石台金に接触させ、プランジ研削によりマシニングセンタの性能を生かした高能率なELID研削を実現したものです。
-

図は、超精密非球面加工機にELIDシステムを搭載した例です。薄刃で外周断面にRを持つストレート砥石に対向するELID用電極と砥石台金部に接触する給電体が設置されています。超精密な非球面加工が可能です。
※ 本技術解説は、ELID研究会の許可を受けて掲載しています。転載はELID研究会の許可が必要です。なお、ELID法は理化学研究所の特許技術です。
関係技術お問い合わせ先
お問い合わせ
当社技術又はお見積りに関するお問い合わせはこちらから。
- TEL:052-823-2223(代表)
- FAX:052-821-5209


![]()
IMAX株式会社
〒457-0078
愛知県名古屋市南区塩屋町3-13
TEL:052-823-2223(代表)
FAX:052-821-5209
